5 min read
A well-planned control system modernization can lead to a number of productivity enhancements and cost savings for manufacturers as obsolete components are replaced and long-standing system issues are corrected. But even when companies spend the money to install new equipment and upgrade software systems, the organization and function of the graphics and screens in the human-machine interface (HMI) the operator uses are often, purposely, left the same.

This approach certainly costs less in the short term, and allows for faster implementation, however, your organization may be missing a prime opportunity to incorporate the situational awareness practices defined in ISA-101 during this scheduled downtime. Since we frequently hear a variety of concerns about performing HMI upgrades, we want to address a few common myths around modernizing the organization and function of the HMI and advocate for the use of the ISA-101 standard, to ensure you get the best return on your modernization investment.
If you are unfamiliar with ISA-101, it is an industry standard specifically aimed at addressing operator effectiveness. Most modern SCADA and DCS software have templates and objects available to help you develop an HMI that promotes situational awareness. To get a better idea of the concepts included in ISA-101 and situational awareness in general, feel free to check out our white paper on the topic before moving on.
Myth 1: Adding Situational Awareness Will Require Extensive Operator Training
We often hear concerns from organizations that if they make changes to their HMI, they fear they will lose production time as operators will be unfamiliar, or uncomfortable, with the revised HMI. This concern is often magnified at large sites where there are a many different control systems and operator screens. Although operator training for a new or updated HMI may seem daunting, there are several ways in which those concerns may be mitigated before the HMI is deployed.
To start, we believe operators should be involved in making decisions about HMI features from the beginning of the project through the factory acceptance test (FAT). Experienced operators generally have operational insight into the current limitations of the existing screens and have ideas about improvements that could be made to increase operator awareness. Through this process, the operators will get the opportunity to see how the system they know evolves into the new HMI that will be deployed. This type of participation in the process fosters not only familiarity with the new screens, but also ownership of the modernized system.
Offline system staging in a modernization project also provides the opportunity for operator training. Classes can be held prior to installation onsite or offsite depending on the requirements. Training classes like this start by showing the similarities with the old system, generally the Level 3 P&ID-based graphics, and then build upon that to show the operational advantages of the modernized screens and the organization of the system.
Myth 2: It is Just the Same Screens that I Have, Only Gray
With situational awareness, the point is to provide the operator with the information they need to run the plant where deviations from normal operation are clearly displayed for the operator to see. Often, operators only need a handful of key values to determine if the plant is running properly. The organizational groupings provided by ISA-101 put these values on Level 1 graphics in their model. If there are problems, then the operator can dive down into Level 2 screens, where they can operate, or Level 3 screens (P&ID style graphics) to see more detail on the process.
It is true that one concept of ISA-101 is to use color sparingly, so color is often reserved for alarm situations with red, orange, and yellow being common ways to draw attention. Additionally, different shapes, such as circles, squares, and triangles, are used on a faceplate or near the process value to represent different types of alarms so that those who may be color blind can also easily identify a process deviation (Figure 1).
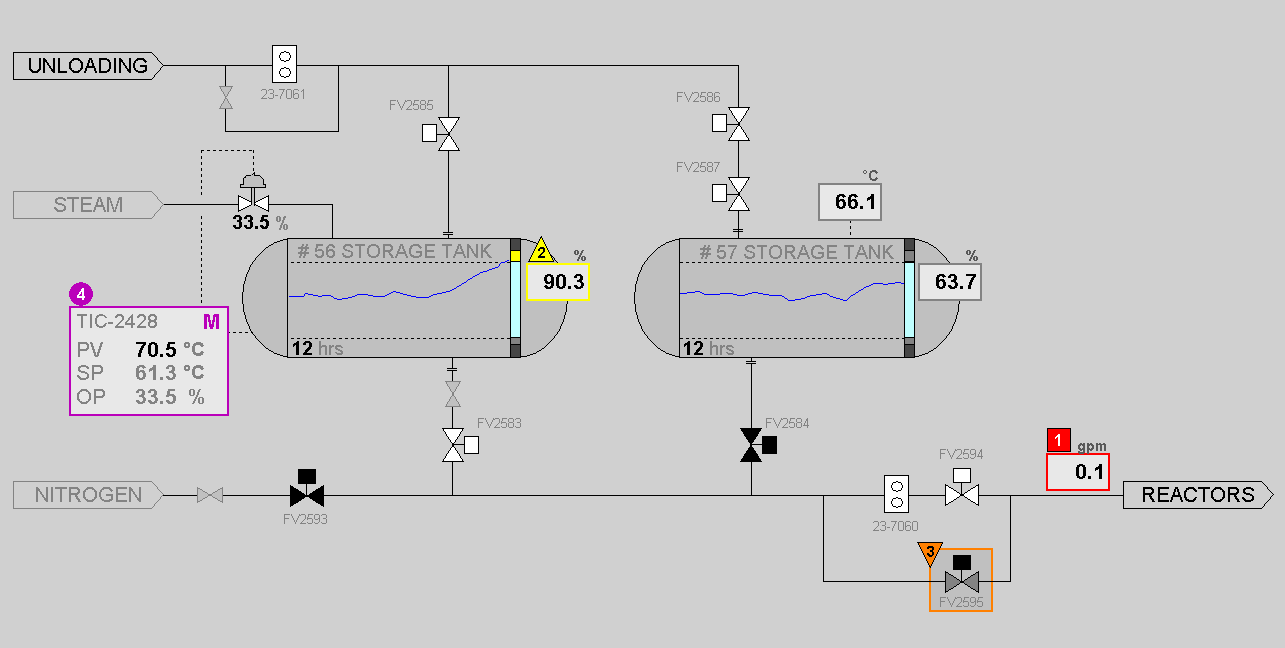
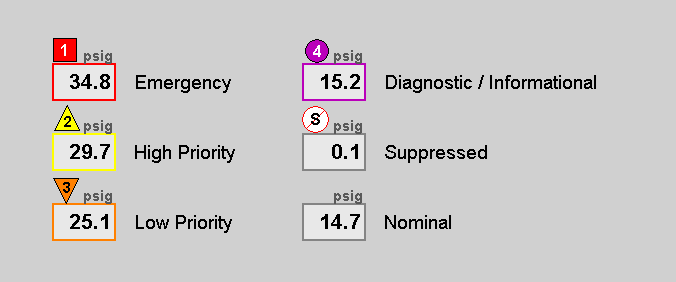 Figure 1. In this process graphic, a lot of useful information is quickly conveyed since this HMI is designed to use color sparingly and abnormal conditions are clearly called out with both color and a numeric/symbolic system that indicates alarm level priority.
Figure 1. In this process graphic, a lot of useful information is quickly conveyed since this HMI is designed to use color sparingly and abnormal conditions are clearly called out with both color and a numeric/symbolic system that indicates alarm level priority.
Myth 3: Situationally Aware Graphics are More Complex to Implement and Maintain
The organization defined in the ISA-101 standard is intuitive to understand and implement and there are multiple resources and examples to help develop and apply the principles of situational awareness to your HMI. Additionally, as mentioned, many of the popular vendors and makers of HMI software have developed templates, libraries, and guidelines for situational awareness allowing you to easily standardize the look and feel of your graphics across all your systems.
It is also true that you can incorporate situational awareness in phases. It is likely that your system as it is today has P&ID graphics based on your process. Using these as a basis, new Level 3 graphics can be developed, providing operators with something that is familiar. As time goes on, additional elements may be added, such as Level 2 graphics.
Myth 4: HMI Updates are Costly and Require Extended Downtime
There is no doubt that the upfront costs to incorporate situational awareness into your HMI are higher than a replacement in-kind, especially if you have a modern software package where a relatively simple step-by-step procedure is all that may be required to bring your graphics forward to the current version. But the investment in your HMI can provide returns over the life of your system. Operators will be able to respond faster to abnormal conditions, improving your systems uptime and avoiding issues that could impact the quality of your products. The first good decision operators make based on the newly available, or more easily accessible, data could justify the additional cost.
As discussed above, when operators are part of the design and development of the new HMI and training is handled prior to the installation of the system, there really is no impact to the downtime required when incorporating situational awareness during a modernization. The settling-in time following commissioning is also reduced when operations is involved and invested in the modernization project.
If you are planning for a control system modernization, be sure to consider the potential efficiency gains that can be made by bringing situational awareness concepts to your HMI as well. By not considering improvements to your HMI during your modernization, you may actually negate some of your investment as operators will likely not realize the full benefits of the new system. Your local systems integrator, such as Applied Control Engineering, can help guide you through this process and identify ways to make these upgrades as seamless as possible.
Learn more about our approach to working with customers to incorporate situational awareness concepts in their plants by downloading our latest white paper, Improving Operational Efficiency with HMIs that Promote Situational Awareness.
Related Posts
Getting the Most Out of Your System: A Case for Multivariable Process Control
Rising costs, shrinking margins, and supply chain issues are problems that impact us daily and...
Standardizing Your PLC Variable Names
Laying the foundation for a control system that is easy to maintain, support, and upgrade starts...
Your Guide to Implementing Alarm Rationalization
Alarm systems are vital tools for modern plant operations, providing critical alerts when equipment...