5 min read
In your plant, there are likely a variety of efforts and systems in place to increase process uptime and improve product quality. However, the human machine interface (HMI), is often overlooked in continuous improvement efforts, even though it provides the critical window into the process upon which operators rely to make decisions on a daily basis. Too often organizations treat HMIs as if they are set in stone and cannot be changed without a major, and costly, system overhaul.
In fact, in many system modernizations, the scope is often limited to an upgrade in-place or a reproduction of what the operator had before. Over time this stagnant mindset for HMIs can lead to several inefficiencies such as slow responses to alarms (or missing one altogether), difficulties identifying the root cause of issues or performing maintenance or calibration tasks, and long training times for new operators to learn all the tricks of using the HMI from seasoned operators.
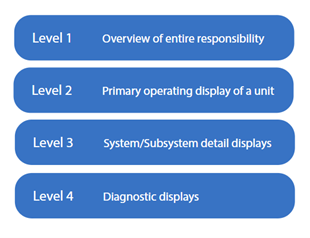
With the recent development of the ISA-101 standard aimed at addressing operator effectiveness, there has been a new focus on bringing practical HMI design concepts to plants, including a push to develop graphics that promote situational awareness and design structure that makes use of a four-level organizational method as shown below.
Below are five reasons to consider the implementation of situational awareness concepts into your plant’s HMI.
Improvement 1: Faster Reaction Time for Abnormal Situations
Imagine you are an operator sitting in the control room. On which of the two HMIs below in Figure 1 can you identify the potential error most quickly? (Hint, it is a low-low level.)
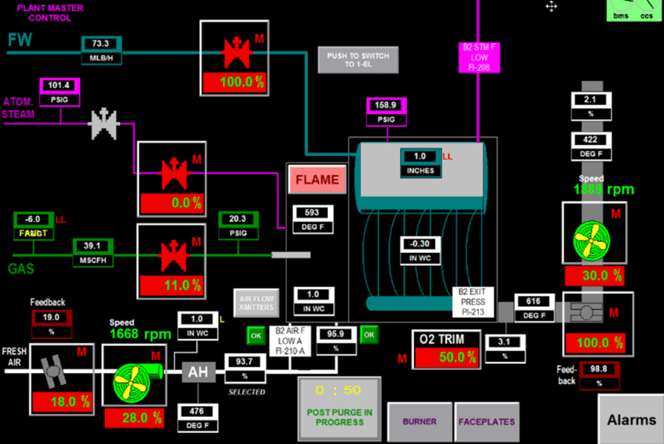
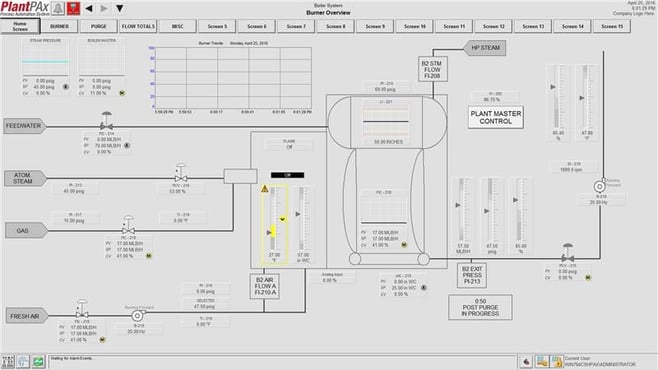
Figure 1. The top HMI is a graphic that was likely designed in the late 90s or early 2000s while the HMI on the bottom is a more recent Level 3 graphic optimized to clearly display key information and alarm states.
The first HMI graphic is very typical of those developed at the time and would have included animations that rotate and change color, however, it is hard to quickly identify the abnormal situation. Conversely, the Level 3 graphic on the bottom may not look as exciting, but it clearly depicts the low-low level alert since color is strategically (and sparingly) used to identify the abnormality rather than throughout the graphic. By using this type of grayscale graphic to provide a low-contrast depiction of conditions abnormal situations can be identified and dealt with more quickly. It is likely that investing in Level 3 graphics for your HMI that clearly convey abnormalities such as this one can pay for itself rather quickly if a batch is saved, an issue is predicted or prevented that would have led to an unplanned shutdown, or production quality is increased.
Improvement 2: Identifying the Root Cause of Issues More Quickly
Continuing to look at the example screens in Figure 1, the tank is visually represented, but the only information conveyed about the state of the tank and its contents is that the level is low. Conversely, a situationally aware graphic clearly shows through the trend that the tank levels have been decreasing over time. This contextual information is helpful in identifying what may be causing the low low-level issue. For example, if this graphic is showing a tank for a process that has a 12-hour resonance time for a reaction, nothing should change regarding the tank level during that time. But, if the tank level is slowly decreasing, a good place to start when looking into the root cause of the low low-level would be to check all the valves to see if one is cracked open or leaking.
Improvement 3: Simplifying Routine Maintenance and Calibration
To continue building off improvement 2, graphics that implement concepts from ISA-101 will also assist maintenance staff in diagnosing and addressing instrumentation and hardware issues faster. Any time there is an issue with a piece of equipment, maintenance and calibration staff need to look at the engineering workstation for troubleshooting. If instead, Level 4 graphics are implemented, maintenance and calibration staff can more easily diagnose a problem if the right information is available, such as:
- Vendor skid detail graphics
- Interlock status for a process
- I/O card diagnostics
- Variable frequency drive diagnostics
A Level 4 graphic can be particularly useful for solving an issue related to interlocks or permissives. For example, if a pump is not starting, it could be because a valve may need to be open for the pump to start. An operator may look and physically see that the valve is open, leading to complications with troubleshooting. But, if the control system does not know the valve is open because it did not receive the proper feedback signal from the limit switch, the pump will not run. This is a process safety feature and means there is usually an electrical or mechanical problem with limit switch. If this type of information can be identified on a Level 4 graphic, this can significantly reduce the amount of troubleshooting time needed.
Improvement 4: Streamlining Operator Training
When it comes to HMIs that have been around for decades, there are usually seasoned veterans in the organization that understand all the tricks and workarounds in place to operate the process and find the information they need in the HMI system. For example, over time many operators have created custom trend reports to monitor certain conditions. While second nature to those operators, these practices will complicate operator training and pose the risk of knowledge gaps for new operators as more seasoned operators begin to retire. A well-designed HMI that leverages the concepts of situational awareness and consists of multiple levels of screens can help greatly simplify operator training. Instead of needing to remember to monitor a custom trend report that was created as a work around for a newer subsystem or key performance indicator (KPI), an indicator with all the pertinent information the operator needs can easily be built into a Level 2 or Level 3 graphic.
Improvement 5: Driving Process Improvements through Better Information and Automation
In many plants, operators are using an HMI that has all the information, but it may not be organized in the most efficient way. A number of years ago, I installed a system at a hydroelectric plant. When I sat down in front of the HMI, I noticed the operator always had a custom trend with just two parameters loaded as pens, level values for the canal. It turns out that this information provided these values and were the key indicators for this facility. The operator watched this trend to know if the plant was operating well. If it was not, then he would navigate to one of the P&ID-based graphics we provided to put the plant back on track. I added the operator’s custom trend as a main navigation item so that it was always a click away.
This example predates ISA-101, but it is a great illustration of the need for a Level 2 graphic such as the one shown in Figure 2 below. In short, the Level 2 graphic should display all the key information of a process on one graphic and allow an operator to take required actions without navigating to other displays.
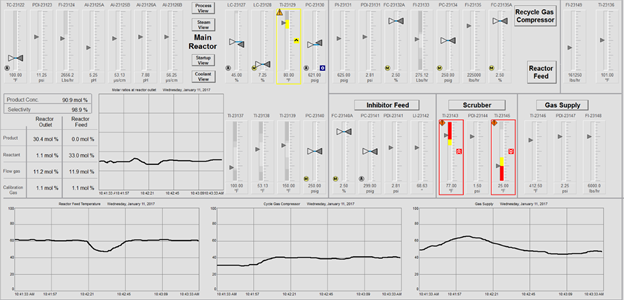
Figure 2. An example of a Level 2 graphic that shows the status of a reactor.
Continuous Improvement of Your HMI Information
As you begin conversations with management about incorporating situational awareness and other concepts from ISA-101 into your plant, it is also important to convey that, like any other continuous improvement project, you do not need to take on all your changes at once. Developing a phased approach to optimizing your HMI can coincide and support other continuous improvement efforts in your plant and offer a low-cost method, where new software or hardware are not always needed, for improving operator efficiency.
Learn more about our approach to working with customers to incorporate situational awareness concepts in their plants by downloading our latest white paper, Improving Operational Efficiency with HMIs that Promote Situational Awareness.
Related Posts
Optimizing Production and Enhancing Product Quality for Contract Pharmacal Corp.
As operations continued to grow, Contract Pharmacal Corp. (CPC) – a manufacturer of premium...
ACE Celebrates 35 Years of Expertise, Innovation, & Partnerships
Thirty-five years ago, ACE was founded by three engineers with a vision for building something...
Don’t Wait for a Cyberattack – Test Your OT Defenses with Tabletop Exercises
When cyber incidents occur on an OT asset, the consequences can be dire – disrupted production,...